 |
Volume II, No. 3, Spring 1975 |
MILLING AROUND THE OZARKS
The many water mills which operated in the Ozarks from early settlement until about the 1930's were a perfect example of the link between power, utility, fellowship, and beauty. The numerous hill streams provided power to turn the great wheels and turbines which converted a raw agricultural product into a fine quality food. The businesses and mills became natural gathering places for the area people to fish, picnic, dance, visit, or throw horseshoes under the valley's shade trees in the summer. It was a place to swap tales or play checkers around the pot-bellied stove in the winter. Surrounding all this little community was the undisturbed beauty of nature only slightly or temporarily changed to accommodate better the business of running a mill.
Mills became community centers where the Ozarkers could exchange new ideas, different methods and even the local gossip. People from as far as twenty miles away would come with their stories and news. If the community would have a square dance, you could bet it would be near the mill.

Undershot water wheel at Orla Mill. Drawing by Bittersweet art editor Alexa Hoke.
The mill served the community in dispensing news. Often there was a bulletin board where notices, announcements and advertisements were posted. Some mills like Zanoni were official polling places even as late as 1972.
Growing up around mills were often many other businesses, often operated by the miller and his family. There was nearly always a general store with a post office. The store sold groceries, clothing, hardware and anything the local residents would need, including feed and flour or meal ground at the mill. Perhaps there might be a barbershop like at Topaz.
There were sometimes blacksmith shops like at Orla, and their successors, the gas stations. The excess power from the mills often ran other machines like saw mills, rock crushers and cotton gins.
Going to the mill in times past would have been a greater thrill to the youngsters than a trip to St. Louis would be today. It provided the latest in news, commodities and services, and at Zanoni Mill, almost "indoor plumbing" where the inside privies made use of the fast running stream below.
[5]
WATER POWER
Water mills abounded in the Ozarks because sources of power to run the mills also abounded. The power could come from either springs or rivers. Each had its own advantages.
Springs were a relatively sure source of water. Those large enough to furnish power were usually unaffected by dry spells, and the flow of water from the spring was swift enough to provide ample power. But rivers offered a wider choice of location for the mill.
However, rivers had some disadvantages that did not affect springs. Sometimes a river would not flow fast enough to provide the necessary power. This is partly a result of the gradient, the number of feet per mile that the river drops. The general gradients of three Ozark rivers-the Niangua, the Osage Fork of the Gasconade and the North Fork of the White River--range from 4.6 to 7.5. These rivers had many mills built on them. A lower gradient would probably be unsuitable.
Other disadvantages were floods, which might (and in many instances did) damage the mill or wash it away, and dry spells, which reduced the flow of water and thus the power available to operate the mill.
Water power was put to other uses besides operating mills. At Zanoni Mill, water diverted from the flume provided a water system for the neighboring farm. At many locations (including Zanoni and Alley Spring) generators run by water power supplied electricity for nearby rural areas before the REA came into being. Cotton gins, clothing and overall factories, sawmills and rock crushers were other businesses that utilized water power.
There were several ways of directing water to the wheels which harnessed the force of the water. The method depended on the type of wheel. The tub mill, overshoot wheel, undershot wheel and turbine were all used in the Ozarks. Of these, the tub mill was the least common as well as the simplest. It was the overshot and undershot wheels that were used on older mills before the turbine came into use. The overshot wheel used a stream of water falling on top of the wheel to turn it; the undershot used water flowing under it. The turbines were completely submerged in water.
The tub mill and the overshot wheel required a flume to harness the water. A sort of elevated canal, the flume was used to transport the water from a higher source down to the wheel. Flumes were constructed of wood and later of concrete and supported by standards which were also of wood or concrete.
A dam was a near necessity for an undershot wheel. It restricted and controlled the flow of the river. The pent-up water could then be directed by raceways to the wheel, thus giving the wheel more power. Dams could be weighted down so they would not wash away. Later dams were constructed of concrete.
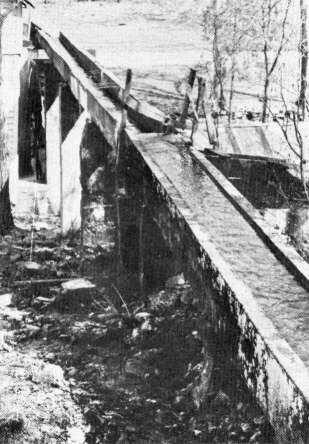
The elevated flume at Zanoni Mill

The dam (background) directs the water through the raceway (right) at Dawt Mill to give more power to the turbine at the mill.
[6]
Turbines used dams that directed the water to the forebay where the turbine was located. At Topaz there was an interesting arrangement where the dammed up spring water was carried by a flume to fall into a large boiler flue. Submerged in the flue was the turbine. This arrangement, utilizing only a small amount of falling water provided a great deal of power.
When the mill was not in use, the flow of water could be shut off to reduce wear on the wheel. This was done by means of gates located in the flume or the raceway, which led to the big wheel. In like manner there was provision for cutting off the water leading to the forebay, where the turbine was located. The miller used these gates to control the flow of water, reducing or increasing the speed of the wheel, which in turn reduced or increased the speed at which the mill operated.

Old mill dam made of logs at Bennett Spring
The tub mill was very simple in operation. It consisted of a lever-type device with a water box at one end of a pole and a heavy pounding stone at the other. Water from the flume would pour into the box, and when the box was full, the weight of the water caused it to lower and empty. On the other end, the weight of the pounding stone would then bring that end down and pound the grain. The water box would fill again and the process would repeat endlessly.

A tub mill in operation
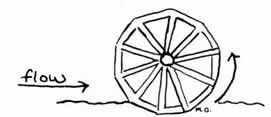
The major differences between the overshot wheels were the manner in which water was brought to the wheel--whether from above or below--and the direction in which the wheel turned. The weight of the water pouring across the top of the overshoot wheel turned it clockwise, while the current underneath the undershot wheel turned it counterclockwise.
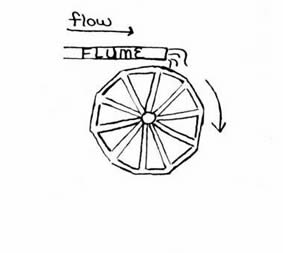
(Above)The overshot wheel (Below)The undershot wheel
[7]
There were also other differences. The overshot wheel gave up to twice as much power with the same amount of water because falling water has more power than running water, and the weight of the water caught in the wheel caused it to turn faster. The construction of the two differed. The overshot wheel consisted of little buckets to catch the falling water, while the undershot might be nothing more than paddles which the current would catch.
It was the turbine, however, that found the most favor with mill builders. The larger three story buildings equipped with the newer roller mills required more power than could be supplied by the older wheels. The turbine, invented in the 1830's by a Frenchman named Fourneyron, and perfected by several Americans, provided the necessary power, plus many other advantages. It is still used today to convert water power into hydroelectricity.
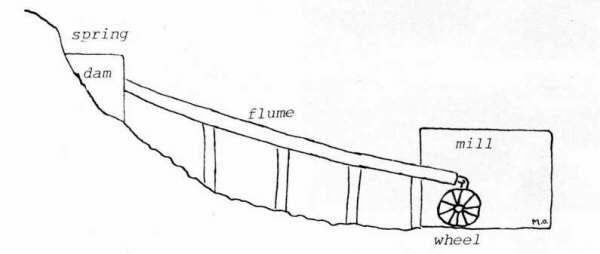
Zanoni Mill--The spring comes out on the side of the hill. The dam prevents the water from escaping, and the flume directs it to the overshot wheel.
The differences between the turbine and other types of wheels were many. Where the older upright wheels were placed on a horizontal axis, the turbine was on its side with a vertical axis. The wheels were large and bulky, where the turbine was compact. The wheels were constructed of fragile wood, but the turbine was made of durable metal. The turbine could also utilize a higher head water (height from wheel to source). But the turbine's biggest advantage was its great efficiency.
What made the turbine so much more efficient was water striking all the buckets at once. On the older wheels, water could only strike one bucket or paddle at a time.

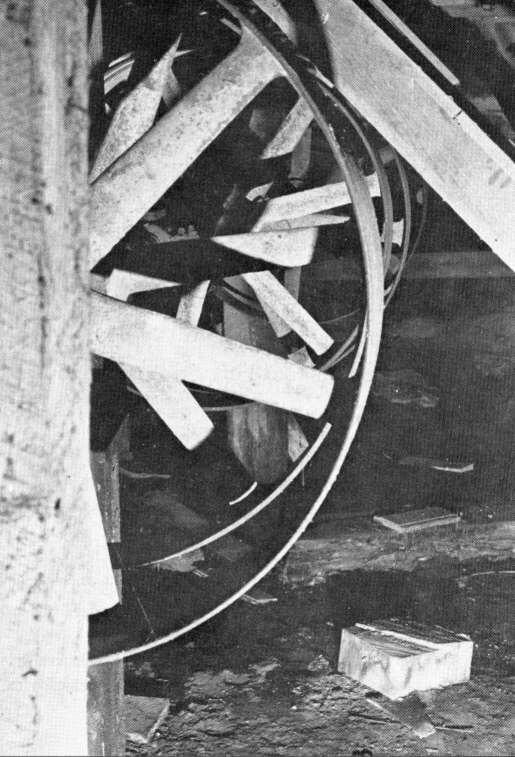
(Above) An unused turbine (Below) A disassembled turbine. Note the fins in the center section and the water-catching buckets on the left section.

[8]
The turning part of the turbine was set inside an immovable cast iron outer casing, around the bottom of which were many openings or fins. These fins directed the flowing water into the buckets of the turning brass wheel. For every bucket there was an opening, so water continuously struck each bucket. This arrangement was so efficient that Orla Mill only used one of its two turbines.
Care had to be taken though, to see that the turbine did not become clogged with debris. Jim Smith, present miller at Alley Spring Mill, told us, "The current is so swift it'll carry a big rock right in there. The other week I had a log--about six inches in diameter and about six feet long--hung there. I got that log loose and to show how much power the water has, it went through the spillway, took a nose dive and stayed under at least a minute. Finally it came up way down stream. It came up with such force about half of the log was straight up in the air before it fell over.
"The turbine catches everything that goes through if you don't have some protection. We had a beaver spend the winter with us. He cut down most of the small bushes up by the spring. All the fine limbs he cut off floated into the turbine. Oh, I had an awful job getting all that out of there. It took me two or three hours to get the limbs and rocks out so the turbine would turn."

A wooden-toothed gear from the drive shaft at Topaz Mill
The turning wheel caused the axis to spin, also. At the end of the axis was a gear, which matched the one on the main drive shaft. The drive Shaft gear usually had wooden teeth, which were quieter and easier to replace than metal ones.
When the gears were meshed, the main drive turned. On the shaft, which usually ran the length of the basement floor or under the building, were several pulleys connected by leather belts to other pulleys on different floors. There were holes cut in the floor for the belts to run through. For example, if the main drive shaft was in the basement, the belt connecting it with the first floor would turn a shaft on the first floor, which would be connected to a shaft on the second floor by means of another belt. By this arrangement, the system for grinding wheat was either fully on or fully off. Corn was on a separate system.
Another way for power to reach the mill is exemplified by Greer Mill. The water wheel was located in a valley and by a system involving a steel cable and pulleys, the power was transferred to the mill, about a quarter mile up the hill.
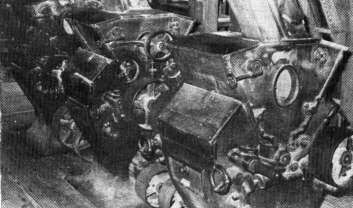
The pulleys on the main drive shaft in the basement of Topaz Mill are connected by belts to drive shafts on each floor. Note the rough oak lumber and wooden chute for transporting grain or flour.
[9]
CORN TO MEAL
The self-sufficient Ozark farmer raised his own corn and wheat to be ground into flour and meal. Almost all of the miller's trade was local people who brought their grain for grinding. Those who lived at some distance would bring a load just a few times a year, but those who lived closer came whenever they ran out. Jim Smith remembers, "I was carrying grain to a grist mill when I just started to school. Each year we shucked the ear and would shell off by hand the bad part of the grain on the end of the ear. If it had a bad part we'd shell that off and sack it all up. Dad would put it on a horse, tie it on the saddle and I'd ride the horse to the mill. The mill was--oh, three miles up the river and the old miller would unload the corn for me and tell me what day to come back and I'd go back and he'd load it up for me.
"We used to go to the mill about once every two months. It would depend on the size of the family. I was one of six children. If I wanted to stay to wait and the miller wasn't busy when I'd go there, in about an hour or so he'd have me sacked up and ready to go back. It'd usually take about two or three sacks of corn--that would be on the cob. That would actually be about a hundred pounds of grain. He could grind it all in about a couple hours."
The shelled corn falling by gravity in wooden chutes would go to the big corn bin in the basement. From there it would be carried by elevators to the second floor and held in a holding bin.
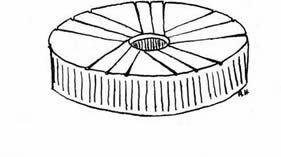
On the first floor under the holding bin were the big stone burrs. The burrs were large flat circular granite stones,, one set above the other. One stone was stationary, the other rotated. A valve released the right amount of corn which fell through a chute into the center of the burrs. As the grain fell into the center, the stones rotating would catch the kernel and crush it. Centrifugal force would carry the grain through the grooves to the outside of the stone where the grooves became smaller, grinding the grain finer and finer. The amount of power coming to the burrs has to be regulated correctly. If they turn too fast, the corn gets burned. The finished corn meal collected on the outside of the burrs, went down chutes to the basement where elevators took it to the second floor. From there it fell by gravity into the corn meal bin on the first floor. It was at this point that the miller would pull a lever to open a valve which directed the meal into another chute if the customer wanted his own meal back. Otherwise the meal went into a big holding bin.

Joe O'Neal shows the stone burrs from Topaz Mill used for grinding corn to meal.
[10]
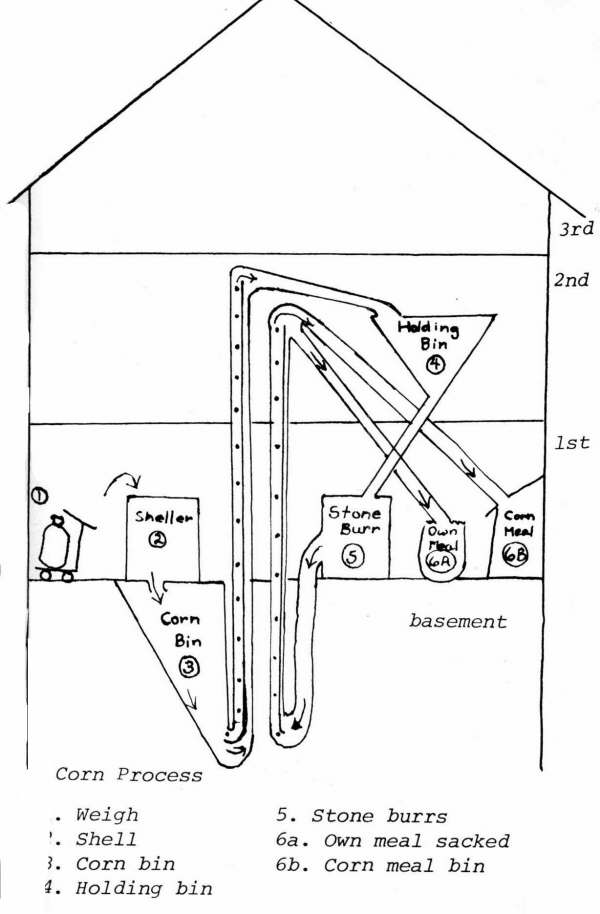
Corn Process
1. Weigh, 2. Shell, 3. Corn bin, 4. Holding bin, 5. Stone burrs, 6a. Own meal sacked, 6b. Corn meal bin
Throughout the Ozarks cornbread was probably eaten more than biscuits or light bread made from flour. Especially was this true in the hillier areas. Jim continued, "There wasn't a lot of wheat grown around Alley Spring. The flour mill didn't do too good. Everyone raised corn. Everybody had a team of horses or mules to cultivate with and a plow, but they all didn't have what it took to raise wheat and they didn't have enough land. Everyone raised corn and everybody ate cornbread. And most of the old-timers they liked the white corn. A lot used Boone County White and Hickory Cane Corn. I know several old-timers still saving their seed and using this Boone County White Corn."
Many people were particular about their corn meal and wanted back the meal from their own corn. They'd think that others' corn might have some rotten kernels or wouldn't be as good as their own. They would wait for the miller to grind their turn of corn. For those not so particular, the miller would weigh their corn and exchange their corn for so much meal.
When the farmer brought his sacks of corn to the mill, the miller would first weigh them on the Platform scales near the door. From that the miller would take his toll. Usually the toll would be a certain percentage of the grain, usually from ten to twenty percent. However, it depended quite a bit according to the times. Very little money changed hands. The miller could grind his share into flour or meal to sell to those who did not raise their own, or he could sell or trade the grain.
There was a toll chart tacked on the wall. The miller would keep his part and would then weigh out how much flour or meal, how much shorts and bran the farmer would get according to the chart.
The corn would be put into shellers which removed the grain from the cob. They poured the whole ear of corn in the top. The machine would beat the grain off the cob and the shaker would shake the grain to separate it and blow the trash outside. It cleaned the grain at the same time.
The best stone burrs came from France, costing as much as $1,000 in 1851.
[11]
WHEAT TO FLOUR
In early days wheat was also ground on stone burrs. In that manner the finished product was whole wheat for the burrs provided no way of separating the bran and wheat germ. The process was similar to that of grinding corn meal. The mill buildings did not need to be so big nor have much machinery, just two burrs, two holding bins and two storage bins. Early mills were one story sheds without elevators. The water power was needed only to turn the burrs.

Flume at old Bennett spring Mill. The mill burned to the ground in 1944.
People had to sift their own meal to remove coarse hulls and parts from the kernel. Today mills like Dawt, Hodgson's and Alley Spring that grind corn for sale have a shaker system to sift out the coarse particles after the meal comes from the burrs.
When the process or using metal rollers became widespread in the Ozarks in the 1880's and 90's, the mills built new tall, imposing-looking wooden structures to accommodate the machinery and chutes needed in order to keep up with the demand for white patent flour.
In the prairie regions of the Ozarks and in the river bottom farms, most farmers raised wheat as well as corn for their own use. Along some of the rivers flowing through more populated farming areas like the Osage Fork of the Gasconade, there were operating mills every ten to fifteen miles. Their number can be easily recognized by the frequent use of the word "mill" still used in referring to bridges and fords, though the mill has long gone.
The flour mills operated profitably until the 1920's and 30's when many found it impossible to compete with the mass production of industrial flour mills using the more desireable hard wheat imported from the western plains.
The mill at Topaz, though it has not operated for years, has all the machinery still intact. The process already described for corn and the following process for wheat were the processes used there as explained by Joe O'Neal, present owner. These processes might be typical of mills built at this time, however, other mills may have had different processes depending on having more modern equipment or circumstances.
The farmer would bring his sacks of wheat to the mill and, after being weighed and the miller's toll taken, the grain was dumped through the trap door at the entrance into a storage bin in the basement.
From there elevators carried the wheat to the third floor from which it fell by gravity to the cleaner on the second floor. The cleaner caused the wheat to go through a series of screens and blowing action. The dust and light stuff would be blown out the side of the mill. The heavier, undesireable trash, cheat and other impurities would go to a trash bin on the first floor.

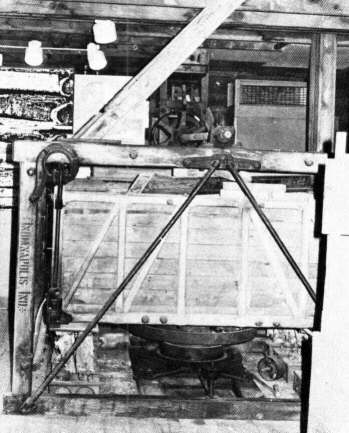
Steel rollers used in making white patent flour
[12]
The partially cleaned wheat would then fall through chutes to the basement to be picked up by another set of elevators and taken to the third floor where it would once again fall back down to the second floor. Only this time it would go through the smutter which removed the fine dust and smut and the fine burr on the kernel.
Then the grain descended through chutes and up elevators and back to the first floor to the grinders. There were three grinders with two sets of rollers in each. The corrugated teeth on the first set were pretty coarse. The next was a little finer and the next more so. The last three sets of rollers were just smooth rollers. Each roller was set with a little more tension, making the grain a little finer each time it came through a set of rollers. The rollers just mashed the grain. One roller rolled faster than the other, thus giving a grinding effect. Each time the grain came through a set of rollers, it would fall to the basement through the chutes from each machine, be taken up to the third floor by elevators and fall back to the second floor, this time to the shaker.
The shaker was a big piece of equipment with many chutes entering from above and leaving through the floor below. Its purpose was to separate the crushed grain according to size. The shaker had many different sized screens which separated the grain to suit the fineness for each of the six pairs of rollers. The shaker also removed the bran. When the shaker was in motion the whole building shook.
The grain separated according to size fell through different chutes to the basement again. It returned through the elevators to the third floor and moved down to the next process. If the wheat was still too coarse for flour, it went to a finer roller and continued the process until it was fine enough.
The finest portion from the shaker went to the silk bolts on the second floor. This machine had a long cylinder with a fine silk screen covering it. The flour was on the inside. A brush would brush against the outside of the screen as the cylinder turned, sweeping off the flour. This flour would drop down into a trough where the wooden auger would push the flour into the chute. This in turn would take it down to the basement and then up through elevators to the flour bin on the second floor. Directly under the bin on the first floor was the place the flour was sacked by opening a lever and letting flour fall out.
The by-product left inside the cylinder would be the shorts. They would work their way by means of another wooden auger to a chute that took them directly to the shorts bin on the first floor. Old-timers say that the shorts from the water mills were almost like a low-grade flour. The shorts contained the wheat germ which was objectionable in baking; however, they contained much of the food value of the grain.
The many screens in the shaker seperate the grain and the flour and then channeled it to the next step. when it ran, the whole building shook.
Coming from the shaker was another by-product of flour called the bran--the outer covering of the kernel. The bran went into the bran duster, a small piece of machinery by the shaker which brushed the flour off in order to salvage all the flour possible. Cleaned of all flour, the bran fell directly into the bran bin next to the shorts bin on the first floor. The flour retrieved by the duster, was taken by elevators back to the shaker and grinders.
[13]
The elevators were a series of moving vertical belts on which were fastened at regular intervals small dipper cups about the size of a cupped hand. These cups scooped up the grain and carried it up to the top of the elevators on the top floor. As the belt moved to the top and started down again, its motion would pitch the grain or flour just enough so that it would go into the chute, where it would fall by gravity. Topaz Mill has ten pairs of elevators for wheat and two pairs for corn.
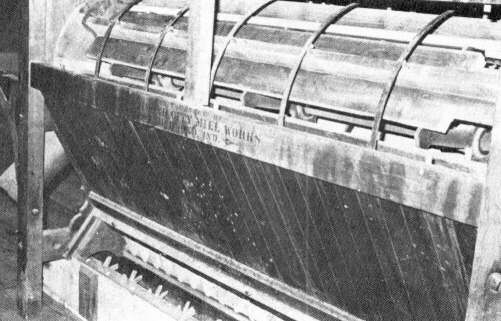
Silk screens covered the cylinder where the finished flour was brushed off before going to the flour bin. Millers had trouble with mice eating the silk.
The buildings had to be tall to make use of gravity. Everything moved on vertical belts being carried up by power and falling by gravity. Therefore, the machinery was located on different floors to best utilize the space and power.
The basement was the storage area for wheat and corn and the bottom of the ten sets of elevators. The third or top floor was used only as a place for the top of the elevators. The first floor was where raw products were unloaded and finished products (flour, meal, shorts, bran) were stored or loaded, and where the actual grinding took place. The second floor was a working floor where the cleaner, smutter, shaker, bran duster and silk bolt were located.
After the flour or meal was ground, it was sacked in fifty or one hundred pound sacks. The bran sacks were burlap, but the flour and meal sacks were close-woven white sacks. People kept their own sacks and would wash and care for them carefully. If a mouse chewed a hole in one, the women would sew it up neatly. Women made clothes and tea towels from empty sacks.
As with any endeavor there was a certain amount of risk in operating a mill. A building full of moving belts and pulleys was dangerous even though the machinery did not move fast. Usually the workmen were all family--sons or brothers of the miller--who were cognizant of the mill's power and danger.
Another ever-present danger was fire in the highly inflammable atmosphere of flour dust in wooden buildings. For that reason mills were not heated and must have been uncomfortable in winter, necessitating frequent trips to the adjacent store or barbershop to warm.
Like the blacksmith who supplied the tools necessary for an agricultural community as well as some of its comforts and ornaments, the miller provided a basic need as well as a refinement to country living. He processed the community's basic raw food commodity into a product which after coming from the hands of the Ozarks' skillful cooks furnished healthful and tasty eating. Cornbread, muffins, biscuits, light bread, cobblers, pies, cakes and cookies.
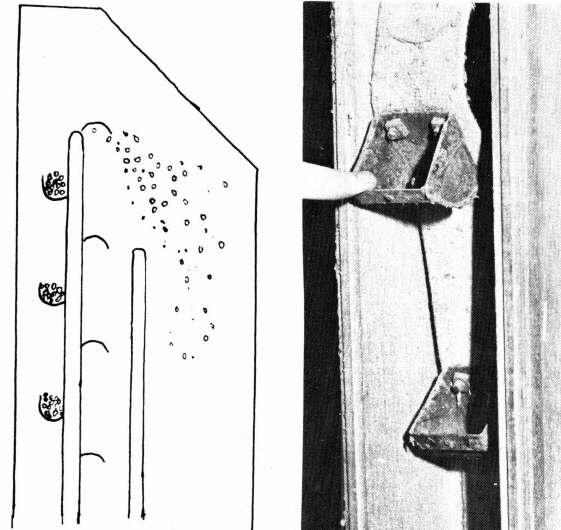
Detail showing the top of the elevators & a close up of the elevator cups
[14]
[Ed. note: Our appreciation to the following for information which made this story possible: Jim Smith, Joe and Adith O'Neale, Lorene Amos, Warren Robinson, Beatrice Bennett, Ralph Laughlin, Delores and Sandy Fisher and Swiney Rayfield.]

Wheat Process
| 1.Grain weighed | 4a. Smutter- 4b. to outside Down to basement, up to 3rd and to: | 7.Shaker again (repeats step 6 until ready for bran duster (8) or silk screen (9). |
| 2.Trap door to basement bin Elevators to 3rd floor to: | 5.& 7. Shaker Separates grain and flour according to size, then goes by chutes to: |
8. Bran duster to l0c. Bran bin or flour goes back to shaker (7) |
| 3a. Cleaner- 3b. to outside, 3c. to trash bin Down to basement, up to 3rd and to: | 6a. 1st roller or b.2nd roller
or c.3rd roller then down and back to: |
9. Silk screen to l0a. Flour bin, l0b. Shorts bin |

Bennett Spring Mill site in 1935. This mill had an overshot wheel with an extended power shaft. In the background the Brice community is pictured.
[15]
Copyright © 1981 BITTERSWEET, INC.
Next Article | Table of Contents | Other Issues
